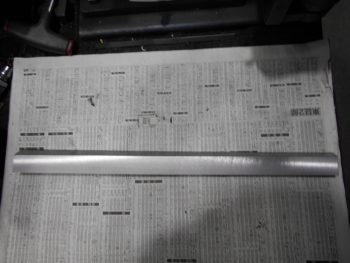
製造実績:ブラケット
FC材の加工一筋40年、大成工作所です。
本日は、デンスバーの角材からの削りだし加工で製造したブラケットを紹介させていただきます。
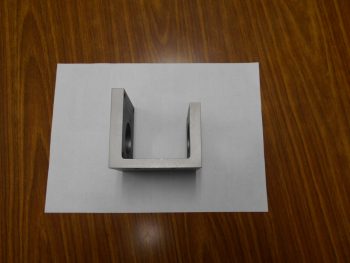

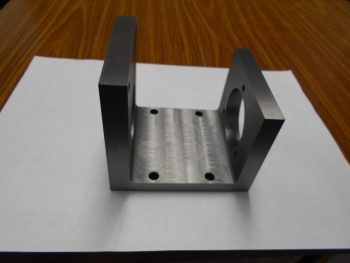
見ての通りのものですが、肉厚や共振などの問題で板金では不可能、
という事でデンスバー材の角材からこの形に引き出しています。
もちろん、鋳型を使って鋳造したものを追加工して仕上げることも可能ですが、
材質によっては非常にひずみが大きかったり
鋳鉄なのに硬度が高くなりすぎて刃物が負けたりします。
加工賃と材料代を足した値段ではそれほど大きな差は出ませんので
鋳鉄でなければだめというケースでは、基本的には本件のようにデンスバーを使い
角材から引き出すことをお勧めします。
鋳鉄の加工の事なら、何でもご相談ください。